צענטער דרייוו לייד פֿאַר אַקס

אַנאַליסיס פון אַוטאָמאָביל אַקס טעכנאָלאָגיע

אַוטאָמאָביל אַקס
די אַקסן מיט רעדער אויף ביידע זייטן פון די אַנדערקאַרידזש (ראַם) זענען קאַלעקטיוולי ריפערד צו ווי אַוטאָמאָביל אַקסאַלז, און די אַקסאַלז מיט דרייווינג קייפּאַבילאַטיז זענען בכלל גערופן אַקסאַלז. דער הויפּט חילוק צווישן די צוויי איז צי עס איז אַ פאָר אין די מיטן פון די אַקס (אַקס). אין דעם פּאַפּיר, די ויטאָמאָביל אַקס מיט די פאָר אַפּאַראַט איז גערופן די ויטאָמאָביל אַקס, און די פאָרמיטל אָן די פאָר איז גערופן די ויטאָמאָביל אַקס צו ווייַזן די חילוק.
מיט די ינקריסינג פאָדערונג פֿאַר לאַדזשיסטיקס און טראַנספּערטיישאַן, די העכערקייַט פון ויטאָמאָביל אַקסאַלז, ספּעציעל טריילערז און סעמי-טריילערז, אין פאַכמאַן טראַנספּערטיישאַן און ספּעציעל אַפּעריישאַנז איז מער און מער קלאָר ווי דער טאָג, און די מאַרק פאָדערונג איז באטייטיק געוואקסן.
דעם טעכנאָלאָגיע אַנאַליסיס די מאַשינינג פּראָצעס פון די אַקס, האָפֿן צו העלפן קאַסטאַמערז צו קלייַבן מער פּאַסיק קנק מאַשין.


אַוטאָמאָביל אַקס קלאַסאַפאַקיישאַן:
די טייפּס פון אַקסאַלז זענען אַנדערש לויט די טאָרמאָז טיפּ, און זענען צעטיילט אין: דיסק טאָרמאָז אַקסאַלז, פּויק טאָרמאָז אַקסאַלז, אאז"ו ו.
לויט די גרייס פון דער שטיל דיאַמעטער סטרוקטור, עס איז צעטיילט אין: אמעריקאנער אַקס, דייַטש אַקס; אאז"ו ו
לויט די פאָרעם און סטרוקטור, עס איז צעטיילט אין:
די גאנצע: האַרט קוואַדראַט רער אַקס, פּוסט קוואַדראַט רער אַקס, פּוסט קייַלעכיק אַקס;
שפּאַלטן גוף: שטיל קאָפּ + פּוסט שטיל רער וועלדינג.
פֿון די פּראַסעסינג אינהאַלט פון די אַקס, די האַרט און פּוסט אַקסאַלז זענען שייַכות צו די סעלעקציע פון פּראַסעסינג ויסריכט.
די פאלגענדע זענען די אַנאַליסיס פון די פּראָדוקציע פּראָצעס פון די גאנצע אַקס (אויך צעטיילט אין האַרט און פּוסט; קוואַדראַט רער און קייַלעכיק רער), און שפּאַלטן אַקס (האַרט און פּוסט שטיל קאָפּ + פּוסט שטיל רער וועלדינג), אין באַזונדער, די מאַשינינג פּראָצעס איז אַנאַלייזד צו בעסער אויסקלייַבן די מער פּאַסיק מאַשין.
פּראָדוקציע פּראָצעס און מאַשין פֿאַר ויטאָמאָביל אַקסאַלז:
1. די בעקאַבאָלעדיק פּראָדוקציע פּראָצעס פון די קוילעלדיק אַקס:

פון די אויבן אַקס פּראָדוקציע פּראָצעס, אין מינדסטער דריי טייפּס פון מאַשין מכשירים זענען דארף צו פאַרענדיקן די מאַשינינג: מילינג מאַשין אָדער טאָפּל-סיידיד נודנע מאַשין, קנק לייד, דרילינג און מילינג מאַשין, און קנק לייד דאַרף זיין אויסגעדרייט אַרום (עטלעכע קאַסטאַמערז האָבן אויסדערוויילט טאָפּל-קאָפּ קנק לייד). וועגן פאָדעם פּראַסעסינג, אויב די שטיל דיאַמעטער איז קווענטשעד, עס איז פּראַסעסט נאָך קווענטשינג; אויב עס איז קיין קווענטשינג, עס איז פּראַסעסט אין OP2 און OP3, און די OP4 און OP5 סיקוואַנס מאַשין מכשירים זענען איבערגעהיפּערט.

פֿון די נייַע פּראָדוקציע פּראָצעס, די מילינג מאַשין געניצט פֿאַר מאַשינינג (האַרט אַקס) אָדער טאָפּל-סיידאַד נודנע מאַשין (פּוסט אַקס) פּלוס קנק לייד, טראדיציאנעלן OP1 מילינג, OP2, OP3 טורנינג סיקוואַנס, און אפילו OP5 דרילינג און מילינג עס קענען זיין ריפּלייסט. דורך די טאָפּל-סוף קנק לייד OP1.
פֿאַר האַרט אַקסאַלז ווו די שטיל דיאַמעטער טוט נישט דאַרפן קווענטשינג, אַלע מאַשינינג אינהאַלט קענען זיין געענדיקט אין איין סעטאַפּ, אַרייַנגערעכנט מילינג שליסל גרוווז און דרילינג ריידיאַל האָלעס. פֿאַר פּוסט אַקסאַלז ווו די שטיל דיאַמעטער טוט נישט דאַרפן קווענטשינג, די אָטאַמאַטיק קאַנווערזשאַן קלאַמפּינג נאָרמאַל קענען זיין איינגעזען אין די מאַשין געצייַג, און די מאַשינינג אינהאַלט קענען זיין געענדיקט דורך איין מאַשין געצייַג.
קלייַבן ספּעציעל קנק לייץ מיט טאָפּל-סוף אַקס צו מאַשינינג די אַקסאַלז באטייטיק פאַרקירצן די מאַשינינג מאַרשרוט, און די טיפּ און קוואַנטיטי פון אויסגעקליבן מאַשין מכשירים וועט אויך זיין רידוסט.
3.ספּליט אַקס פּראָדוקציע פּראָצעס:

פון די אויבן פּראָצעס, די פּראַסעסינג עקוויפּמענט פון די אַקס רער איידער וועלדינג קענען אויך זיין אויסגעקליבן ווי אַ טאָפּל-סוף קנק לייד. פֿאַר די פּראַסעסינג פון די אַקס נאָך וועלדינג, די ספּעציעל קנק לייד פֿאַר טאָפּל-סוף אַקסאַלז זאָל זיין דער ערשטער ברירה: סיימאַלטייניאַס פּראַסעסינג אין ביידע ענדס, הויך פּראַסעסינג עפעקטיווקייַט און גוט מאַשינינג אַקיעראַסי. אויב די קייוויי און ריידיאַל לאָך אין ביידע ענדס פון די אַקס דאַרפֿן צו זיין מאַשינד, די מאַשין קענען אויך זיין יקוויפּט מיט אַ מאַכט געצייַג האָלדער צו פּראָצעס די סאַבסאַקוואַנט קייוויי און ריידיאַל לאָך צוזאַמען.
4. די מייַלע און שטריך פון די נייַע פּראָצעס סעלעקציע מאַשין:
1) קאַנסאַנטריישאַן פון דעם פּראָצעס, רידוסינג די צייט פון קלאַמפּינג פון די וואָרקפּיעסע, רידוסינג די אַגזיליערי פּראַסעסינג צייט, ניצן די סיימאַלטייניאַס פּראַסעסינג טעכנאָלאָגיע אין ביידע ענדס, די פּראָדוקציע עפעקטיווקייַט איז באטייטיק ימפּרוווד.
2) איין-צייַט קלאַמפּינג, סיימאַלטייניאַס פּראַסעסינג אין ביידע ענדס ימפּרוווז די מאַשינינג אַקיעראַסי און קאָואַקסיאַליטי פון די אַקס.
3) פאַרקירצן די פּראָדוקציע פּראָצעס, רעדוצירן די ויסקער פון טיילן אויף די פּראָדוקציע פּלאַץ, פֿאַרבעסערן די עפעקטיווקייַט פון די נוצן פון דעם פּלאַץ, און העלפֿן פֿאַרבעסערן די אָרגאַניזאַציע און פאַרוואַלטונג פון פּראָדוקציע.
4) רעכט צו דער נוצן פון הויך-עפעקטיווקייַט פּראַסעסינג ויסריכט, עס קענען זיין יקוויפּט מיט לאָודינג און אַנלאָודינג דעוויסעס און סטאָרידזש דעוויסעס צו דערגרייכן גאָר אָטאַמייטיד פּראָדוקציע און רעדוצירן אַרבעט קאָס.
5) די וואָרקפּיעסע איז קלאַמפּט אין די ינטערמידייט שטעלע, די קלאַמפּינג איז פאַרלאָזלעך, און די טאָרק פארלאנגט פֿאַר די קאַטינג פון די מאַשין געצייַג איז גענוג, און די גרויס סומע פון טורנינג קענען זיין געטאן.
6) די מאַשין געצייַג קענען זיין יקוויפּט מיט אָטאַמאַטיק דיטעקשאַן מיטל, ספּעציעל פֿאַר די פּוסט אַקס, וואָס קענען ענשור די מונדיר גרעב פון די אַקס נאָך מאַשינינג.
7) פֿאַר פּוסט אַקסאַלז, ווען די ינער האָלעס אין ביידע ענדס פון די OP1 סעקוואַנסער זענען פאַרטיק, דער בעקאַבאָלעדיק קונה וועט נוצן איין סוף צו כאַפּן די קלאַמערן און די אנדערע סוף צו נוצן די טיילסטאָקק צו פאַרשטייַפן די וואָרקפּיעסע פֿאַר טורנינג, אָבער די גרייס פון די ינער לאָך איז אַנדערש. פֿאַר די קלענערער ינער לאָך, די טייטנינג רידזשידאַטי איז ניט גענוגיק, די שפּיץ טייטנינג טאָרק איז ניט גענוגיק, און עפעקטיוו קאַטינג קענען ניט זיין געענדיקט.
פֿאַר די נייַ טאָפּל-פּנים לייד, די פּוסט אַקס, ווען די ינער האָלעס אין ביידע ענדס פון די פאָרמיטל זענען פאַרטיק, די מאַשין אויטאָמאַטיש סוויטשיז די קלאַמפּינג מאָדע: די צוויי ענדס זענען געניצט צו פאַרשטייַפן די וואָרקפּיעסע, און די מיטל פאָר פלאָוץ די וואָרקפּיעסע צו אַריבערפירן טאָרק.
8) די העאַדסטאָקק מיט אַ געבויט-אין הידראַוליק קלאַמפּינג וואָרקפּיעסע קענען זיין אריבערגעפארן אין די ז ריכטונג פון די מאַשין. דער קונה קענען האַלטן די שטעלע אין די מיטל קוואַדראַט רער (קייַלעכיק רער), די דנאָ טעלער שטעלע און דער שטיל דיאַמעטער שטעלע פון דער אַקס ווי דארף.
5. מסקנא:
אין מיינונג פון די אויבן סיטואַציע, די נוצן פון טאָפּל-סוף קנק ליידז צו מאַשין אַקסאַלז האט באַטייַטיק אַדוואַנטידזשיז איבער בעקאַבאָלעדיק פּראַסעסאַז. עס איז אַ אַוואַנסירטע מאַנופאַקטורינג טעכנאָלאָגיע וואָס קענען פאַרבייַטן טראדיציאנעלן מאַשין מכשירים אין טערמינען פון פּראָדוקציע פּראָצעס און מאַשין סטרוקטור.
דער מיטל אָפּטיילונג פון
6.אַקסל קונה פאַל

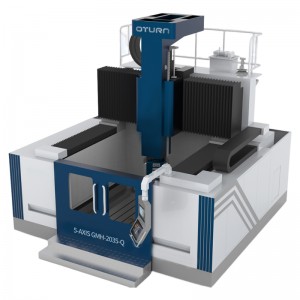
ספּעציעלע טאָפּל-סוף אַקס קנק לייד הקדמה
אַקס פּראַסעסינג קייט: ∮50-200מם, □50-150מם, פּראַסעסינג לענג: 1000-2800מם
מאַשין סטרוקטור און פאָרשטעלונג הקדמה
די מאַשין געצייַג אַדאַפּץ אַ 45 ° סלאַנט בעט אויסלייג, וואָס האט גוט רידזשידאַטי און גרינג שפּאָן יוואַקיאַוויישאַן. די העאַדסטאָקק מיט ינטערמידייט פאָר קלאַמפּינג פֿונקציע איז עריינדזשד אין די מיטן פון די בעט, און די צוויי געצייַג האָלדערס זענען עריינדזשד אויף ביידע זייטן פון די שפּינדל קעסטל. די מינימום קלאַמפּינג לענג פון די מאַשין איז 1200 מם און די מאַקסימום מאַשינינג לענג איז 2800 מם. די ראָולינג פירן איז אנגענומען, און יעדער סערוואָ קאָרמען שטיל אַדאַפּץ אַ הויך-שטום פּילקע שרויף, און די גומע קאַפּלינג איז גלייַך פארבונדן, און דער ראַש איז נידעריק, די פּאַזישאַנינג אַקיעראַסי און די ריפּיטיד פּאַזישאַנינג פּינטלעכקייַט זענען הויך.
■די מאַשין איז יקוויפּט מיט אַ צוויי-קאַנאַל קאָנטראָל סיסטעם. די צוויי געצייַג האָלדערס קענען זיין לינגקט צו די שפּינדל אין דער זעלביקער צייט אָדער סעפּעראַטלי צו פאַרענדיקן סיימאַלטייניאַס אָדער סאַקווענטשאַל מאַשינינג די צוויי ענדס פון די טייל.
■ די מאַשין איז יקוויפּט מיט אַ טאָפּל העאַדסטאָקקס. די הויפּט העאַדסטאָקק איז פאַרפעסטיקט אין די מיטן פון די בעט, און די סערוואָ מאָטאָר סאַפּלייז מאַכט צו די הויפּט שטיל דורך די טודד גאַרטל. די סאַב-שפּינדל קעסטל איז אינסטאַלירן אויף דער נידעריקער פירן רעלס פון די מאַשין געצייַג, קאָואַקסיאַל מיט די הויפּט שפּינדל קעסטל, און קענען זיין אריבערגעפארן אַקסאַלי דורך די סערוואָ מאָטאָר צו פאַסילאַטייט די לאָודינג און אַנלאָודינג פון טיילן, און עס איז באַקוועם צו סטרויערן פאַרשידענע קלאַמפּינג. שטעלעס. ווען מאַשינינג טיילן, די סאַב-שפּינדל באַזע איז פארשפארט צו די מאַשין רעלס. די קאָואַקסיאַל אַקיעראַסי פון די צוויי העאַדסטאָקקס איז געראַנטיד דורך די מאַנופאַקטורינג פּראָצעס, ריזאַלטינג אין אַ העכער גראַד פון קאָנסענטריסיטי פון די מאַשינד טיילן.


■ די העאַדסטאָקק ינטאַגרייץ די שפּינדל סיסטעם, די ייַנאָרדענונג און די ייל פאַרשפּרייטונג סיסטעם, און האט אַ סאָליד סטרוקטור און פאַרלאָזלעך אָפּעראַציע. די ספּעציפיש קלאַמפּינג דיאַמעטער און די ברייט פון די העאַדסטאָקק זענען באשלאסן דורך די קונה ס אַקס טיילן.
די הויפּט העאַדסטאָקק איז סלאָוד אַראָפּ דורך צוויי סטאַגעס פון גאַרטל און גאַנג, וואָס אַלאַוז די שפּינדל צו פּראָדוצירן אַ גרויס טאָרק. א קלאַמערן איז אינסטאַלירן אויף די לינקס סוף פון די הויפּט העאַדסטאָקק און די רעכט סוף פון די סאַב-העאַדסטאָקק ריספּעקטיוולי צו פאַרשטיין די קלאַמפּינג פון די טיילן. ווען די הויפּט העאַדסטאָקק דרייווז די טיילן צו דרייען, די סאַב-העדסטאָקק קלאַמפּינג טיילן דרייען מיט די הויפּט העאַדסטאָקק.



די ייַנאָרדענונג איז יקוויפּט מיט דריי ריידיאַל סילינדערס (פיר ריידיאַל סילינדערס אויב ביידע די קייַלעכיק מאַטעריאַל און די קוואַדראַט מאַטעריאַל זענען קלאַמפּט), די פּיסטאָן איז ריסיפּראַקייטיד דורך די הידראַוליק דרוק, און די קלאָז זענען אינסטאַלירן אין די סוף פון די פּיסטאָן צו פאַרשטיין די זיך סענטערינג פון די טיילן. קלאַמפּינג. עס איז שנעל און גרינג צו טוישן די קלאָז ווען טשאַנגינג די טיילן. די קלאַמפּינג קראַפט איז אַדזשאַסטיד דורך די הידראַוליק סיסטעם הידראַוליק דרוק. ווען דער טייל איז מאַשינד, די קלאַמערן ראָוטייץ מיט די הויפּט שטיל, און די בוימל פאַרשפּרייטונג סיסטעם סאַפּלייז ייל צו די קלאַמערן, אַזוי אַז די קלאַמערן האט גענוג קלאַמפּינג קראַפט בעשאַס ראָוטיישאַן. די קלאַמערן האט די אַדוואַנטידזשיז פון גרויס קלאַמפּינג קראַפט און גרויס קרעל מאַך.
■אין סדר צו סאָלווע די פּראָבלעם פון מונדיר וואַנט גרעב נאָך דער קונה ס פּוסט אַקס מאַשינינג, די מאַשין קענען זיין יקוויפּט מיט אָטאַמאַטיק וואָרקפּיעסע דורכקוק מיטל. נאָך די אַקס קלאַמפּינג איז געענדיקט, די וואָרקפּיעסע אויטאָמאַטיש דיטעקץ אַז די זאָנד יקסטענדז און מעסטן די שטעלע פון די וואָרקפּיעסע; נאָך די מעזשערמאַנט איז געענדיקט, די מיטל ריטראַקשאַנז אין די פארמאכט פּלאַץ.


פֿאַר פאַרשידענע מאַשינינג פּראַסעסאַז פון פּוסט אַקסאַלז, אויב די שייַכעס שטעלע איז געניצט ווי די קלאַמפּינג רעפֿערענץ, די מאַשין סטרוקטור מיט אָטאַמאַטיק קלאַמפּינג און קלאַמפּינג קענען זיין אויסגעקליבן, און די פּראָוגראַמאַבאַל טיילסטאָקק איז צוגעשטעלט אויף ביידע זייטן פון די הויפּט און אַגזיליערי שפּינדל קעפ צו טרעפן די באדערפענישן פון איין מאַשין. עס איז דערוואַרט צו פאַרענדיקן די פּראַסעסינג פון צוויי סטעפּס אין אַ צייַט. אין דער זעלביקער צייט, עס אויך מאכט די טיילן פון די אָטאַמאַטיק לאָודינג און אַנלאָודינג האָבן מער און בעסער ברירות.
■ די לינקס און רעכט געצייַג האָלדערס קענען זיין יקוויפּט מיט פּראָסט דריי-געצייג האָלדערס אָדער מאַכט טעראַץ. זיי האָבן דרילינג און מילינג פאַנגקשאַנז, וואָס קענען פאַרענדיקן דרילינג און מילינג פון שליסל טיילן.
■ די מאַשין געצייַג איז גאָר ענקלאָוזד און יקוויפּט מיט אָטאַמאַטיק לובריקיישאַן מיטל און אָטאַמאַטיק שפּאָן באַזייַטיקונג מיטל (פראָנט). עס האט גוט שוץ פאָרשטעלונג, שיין אויסזען, גרינג אָפּעראַציע און באַקוועם וישאַלט.
■ די דעטאַל מאַשין ספּעסאַפאַקיישאַנז און קאַנפיגיעריישאַנז זענען באשלאסן לויט די אַקס רעקווירעמענץ און קונה רעקווירעמענץ, און וועט נישט זיין ריפּיטיד דאָ.



דאַנקען פֿאַר דיין ופמערקזאַמקייַט!